MELONITE® Salt Bath Nitriding
MELONITE, and its synonymous trade-name, TUFFTRIDE (or TENIFER), are identical nitriding processes. The former term is prevalent in North America, and the latter term in the rest of the world. The chemicals/salts utilized for MELONITE are different than the ones utilized for Arcor: the former process predates the latter and both are registered trademarks of HEF Group. The compound layer metallurgical properties of components treated using the MELONITE and the Arcor process are by-and-large equivalent for most applications. HEF also owns the NUTRIDE® tradename - and manufactures/markets the NUTRIDE® family of liquid nitriding salts.
The MELONITE process also begins with the placement of parts in a recirculating air preheat furnace, followed by immersion for 60-240 minutes in a molten, nitrogen-rich MELONITE specific salt solution contained in an aerated furnace. After nitriding, parts are treated in an oxidizing bath, water-cooled and rinsed. An optional impregnation step can be implemented post-nitriding if added corrosion protection is required.
Quench-Polish-Quench (QPQ) Process
“QPQ” stands for “Quench-Polish-Quench”, which describes a sequence of secondary steps following the liquid nitriding step. These steps entail the sequence: (1) Oxidation: 2-3 microns of the surface layer is transformed to an iron oxide. This is done by immersing the parts in specially formulated 'salts' between 400°C - 425°C (750°F -800°F); (2) Polishing: to improve surface finish and (3) Re-oxidation: to recover the oxide layer thickness that may have been lost during the polishing step. QPQ is prescribed when a smooth surface finish and maximum corrosion protection are required.
For many applications, this finishing process provides a surface condition that protects against corrosion and wear better than hard chrome or nickel plating.
How It Works: Treatment Cycle
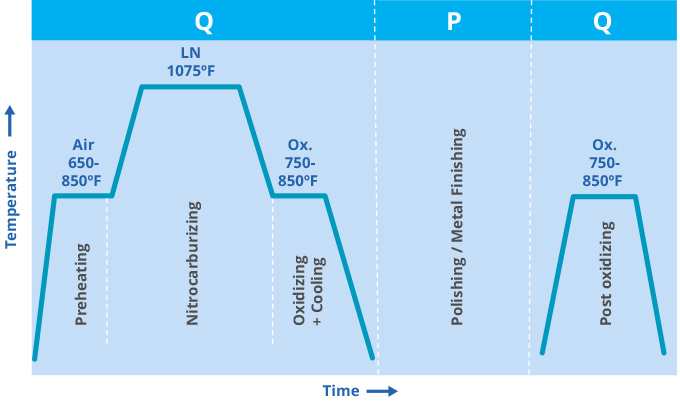
Polishing / Metal Finishing: To reduce post-nitriding surface roughness
Post Oxidation: To recover the oxide layer removed during the Polishing / Metal Finishing Step after Nitriding